



5 Processing Methods of Advanced Ceramic Materials
There are many kinds of processing methods for advanced ceramic materials. The production of advanced ceramics should be based on their shapes. Different forming methods need to be combined with different bonding agents. Common ceramic forming methods are listed as follows.
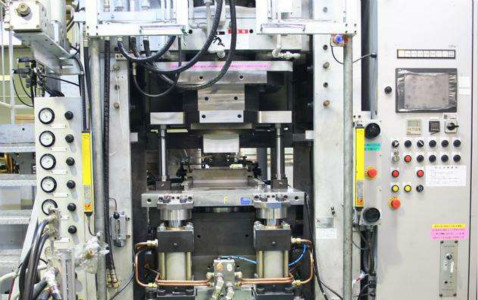
Dry Pressing Method
Dry pressing is also known as press forming. This method puts granular or fibrous plastic into a mold cavity at a certain molding temperature and then adds mold to a press during operation. With this method, the powder can become a certain shape of the embryo's body.
Advantages
The dry pressing method is one of the most commonly used ceramic forming methods and has many advantages such as simple processing, simple operation, short cycle, high efficiency, and easy realization of automated production. In addition, the ceramic produced by the method has the characteristics of high density, accurate size, small shrinkage, high mechanical strength, and good electrical properties.
Disadvantages
There are friction and pressure loss between the walls of the powder particle mold, resulting in uneven distribution of the density of the embryo so that the ceramic product is prone to cracks or multiple layers. In addition, due to the complicated manufacturing process and high cost, it is difficult to produce large-scale ceramics using dry pressing.
Casting Molding Method
The casting molding method involves two steps. 1) First, the slurry molding material is placed in a mold. 2) Next, the abrasive body is removed after the mold is consolidated. This method is widely used in the manufacture of epoxy resin grinding wheels and PVA grinding wheels, phenolic resins, epoxy resins, unsaturated resin polishing abrasives, and the like. Cast molding has strict requirements for molding materials. For example, the production process needs to be in a special mixer; the mixing and casting process should be kept at a certain temperature to make the slurry have suitable fluidity; the slurry needs to be suspended in the molding material until it solidifies to prevent abrasive particles to sink during operation. The casting process is easy to operate and can be used to produce complex-shaped abrasives such as gear-like, worm-like honing wheels. In order to ensure product density and particle size, it is necessary to remove bubbles in the slurry during the casting process. If there are too many bubbles or uneven bubble distribution, the grinding wheel will wear unevenly, which will reduce the strength and cracking of the product in the foam area.
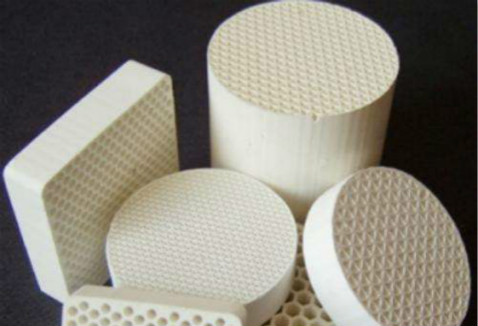
Extrusion Molding Method
Extrusion molding is using a hydraulic press to push the piston, and then squeeze plasticized embryo material out of the extrusion nozzle. With the inner parts of the squeeze nozzle gradually becoming smaller, the piston has a great squeeze force on the mud. At last, the embryo becomes dense and forms into the final shapes. Extrusion is widely used in manufacturing bricks, tiles, pipes, rods and elongated parts with equal cross-sections. Sections with complicated shapes can also use extrusion. The most representative product is honeycomb ceramics for automotive exhaust emissions.
Requirements for Mud
The mill powder of long-wear small balls is preferred since it has great fineness and round shapes. Use the proper amount of solvent, plasticizer, binder, and other dosages. The mud material needs to have great uniformity to ensure the quality of the extruded embryo body.
Advantage
Little pollution with automatic operation is one of the strengths of extrusion molding. Besides, this processing method can be used in continuous production with high efficiency, which is suitable for tubular, rod-like products.
Disadvantages
The structure of the squeeze nozzle is complicated and it requires high precision. In addition, since there are a lot of solvents and binders in the slurry, embryos in the drying and firing stages are likely to shrink leading to unstable performances.
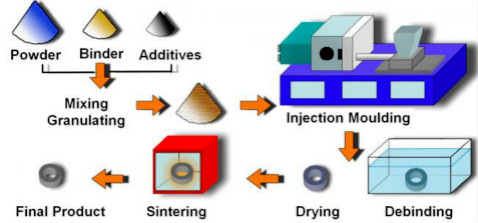
Ceramic Injection Molding
Ceramic Injection Molding (CIM) is a branch of modern powder injection molding. Ceramic injection molding technology is derived from injection molding of polymer materials. It realizes the formation with the characteristic that the polymer melts at high temperatures and solidifies at low temperatures. Then, the polymer can be removed after molding. A variety of complex shapes of high-precision ceramic parts can be manufactured with this processing technology. It’s much easier than traditional ceramic processing and can be used in scale and automated production.
Advantage
CIM has some special technical advantages. The processing procedures can be precisely controlled even when CIM is applied in fast and automatic mass production. CIM is good for manufacturing products with the wet green of high strength, high dimensional accuracy, less mechanical processing, and uniform bodies. It has great superiority in producing products with complex shapes and thin thicknesses.
Disadvantage
Since CIM concludes a large amount of a polymer binder, therefore there are drawbacks that the blank is easily deformed and pores are easily formed. It has become an insurmountable problem to degrease the ceramic green body.
Isostatic Pressing Method
This method uses fluid (water/ oil) as a transfer medium to obtain a uniform static pressure on the material. That is, using incompressibility and uniform transmission of liquid medium’s pressure to form the products. The raw material powder is encapsulated in a rubber or plastic mold isolated from the fluid. Then immerse the rubber mold in the liquid of the pressurized container, like glycerol, oil, water or other non-compressible liquid. The pressure is applied to the rubber mold in all directions by fluid delivery through the high-pressure pump. The powder was evenly molded with the deformation of the rubber mold.
Advantages
The ceramic obtained by the isostatic pressing method has a uniform texture, high density, and few defects. It can be used to produce parts with concave, hollow, elongated parts and other complex shapes. Since the friction loss is small, the pressure can be low and transmitted from all directions. The embryo has a uniform density, high strength, and low cost.
Disadvantages
For some compact sizes and shapes of ceramics, this method is not easy to control and has low productivity.
Conclusion
Thank you for reading our article and we hope it can help you to have a better understanding of several processing methods of advanced ceramics. For more information, please visit https://www.preciseceramic.com/.
{{item.content}}
LEVE A REPLY
{{item.children[0].content}}
{{item.content}}
LEAVE A REPLY
SUBSCRIBE OUR NEWSLETTER
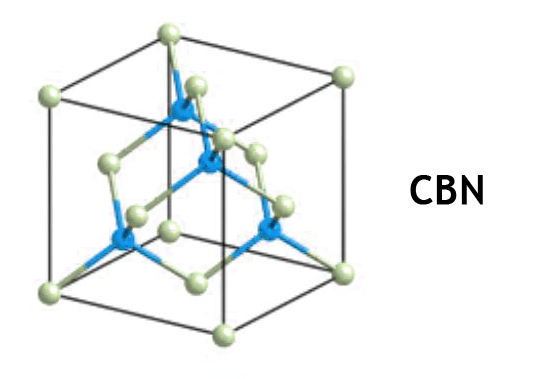 Cubic Boron Nitride (CBN) - An In-Depth Exploration
Cubic Boron Nitride's unparalleled hardness, thermal stability, and chemical resistance make it an invaluable material in various industrial applications.
READ MORE >
Cubic Boron Nitride (CBN) - An In-Depth Exploration
Cubic Boron Nitride's unparalleled hardness, thermal stability, and chemical resistance make it an invaluable material in various industrial applications.
READ MORE >
 Ceramic Bearing Balls: Precision and Strength Standards
Ceramic bearing balls play a pivotal role in modern industrial applications, offering unmatched precision and strength compared to traditional metal bearings. Understanding the precision grades and compressive strength requirements is essential for selecting the appropriate ceramic material for specific applications.
READ MORE >
Ceramic Bearing Balls: Precision and Strength Standards
Ceramic bearing balls play a pivotal role in modern industrial applications, offering unmatched precision and strength compared to traditional metal bearings. Understanding the precision grades and compressive strength requirements is essential for selecting the appropriate ceramic material for specific applications.
READ MORE >
