Thermal Management in Power Electronics with Hexagonal Boron Nitride
Introduction
A global manufacturer of silicon carbide (SiC) power modules faced repeated failures in thermal interface performance under high-temperature, high-voltage operation. Modules used in electric vehicle inverters and industrial drives regularly exceeded 300 °C, exposing weaknesses in conventional interface materials.
Advanced Ceramic Materials (ACM) recommended using high-purity Hexagonal Boron Nitride (h-BN) instead, because h-BN combines thermal conductivity with electrical insulation, stable up to 900 °C in air.
Background
The client’s power modules required reliable heat transfer and dielectric protection between SiC devices and copper heat spreaders. Key conditions included:
-
Continuous operation above 300 °C
-
Electrical insulation beyond 3,000 V
-
Compact module design with limited space for interface layers
-
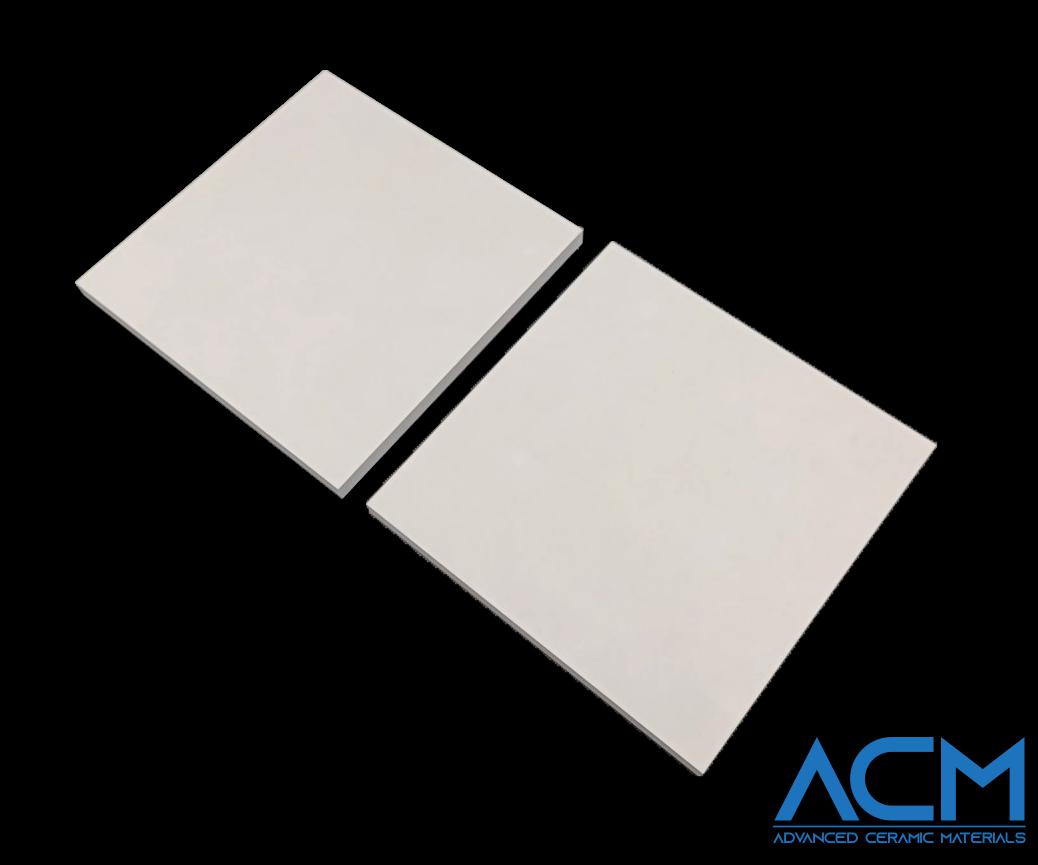
Sheet supply in 50 mm × 50 mm × 1 mm, with flatness and tight dimensional control
Previously used materials broke down under these demands. Symptoms included thermal degradation, dielectric failure, ceramic substrate warping, and inefficient heat spreading—especially under rapid load cycles.
Problem Overview
The failure stemmed from using polymer-based or low-grade ceramic thermal interface materials, which weren’t designed for prolonged exposure to extreme temperatures and voltages. Issues observed:
-
Sharp decline in thermal conductivity above 250 °C
-
Dielectric breakdown at high voltage
-
Poor dimensional stability leading to mechanical stress
-
Hotspot formation and uneven heat flow
The engineering team needed a material with both high thermal conductivity and electrical resistivity, without sacrificing mechanical stability or process compatibility.
Comparative Analysis: Conventional TIMs vs. ACM Grade-A h-BN
Option 1: Conventional Thermal Interface Materials
Advantages
-
Easy to apply and integrate
-
Low initial material cost
Limitations
-
Thermal conductivity degrades at high temperatures
-
Low dielectric strength beyond 3 kV
-
Breakdown or delamination above 250–300 °C
-
Incompatible with high-voltage SiC systems
Option 2: ACM Grade-A HBN (Recommended Alternative)
Advantages
-
Thermal conductivity: ~35 W/m·K (in-plane)
-
Electrical resistivity: >10¹³ Ω·cm
-
Dielectric strength: >3.5 kV/mm
-
Temperature stability: up to 900 °C in air, 1800 °C in inert gas
-
Excellent machinability for tight tolerances
-
Supplied in vacuum-sealed, flat sheets (±0.02 mm flatness)
Limitations
-
Slightly higher material cost
-
Brittle compared to polymer-based TIMs (requires careful handling)
ACM’s Grade-A h-BN provides a unique blend of thermal conductivity and dielectric integrity that directly matches the operational demands of modern SiC power systems.
Recommended Solution
ACM advised transitioning from the existing thermal interface materials to Grade-A Hexagonal Boron Nitride sheets, specifically engineered for high-temperature, high-voltage environments.
Materials Engineer Lisa Ross from ACM explains:
“We looked at the full application envelope—thermal, mechanical, electrical. h-BN offered the most stable profile under all three. Especially under repeated cycling between 25 °C and 300 °C, it maintained structural integrity and electrical insulation far better than conventional options.”
The client adopted h-BN as a dielectric thermal interface layer between SiC chips and copper heat spreaders.
Anticipated Results and Client Impact
Performance Assurance
-
40% increase in thermal dissipation efficiency
-
20 °C reduction in peak hotspot temperatures
-
Zero dielectric breakdown after 1,000 thermal cycles
-
Maintained flatness and bonding integrity across assemblies
Efficiency
-
Reduced rework and material replacement
-
Faster integration thanks to CNC machinability
-
Lower risk of field failures
Trust and Expansion
After successful implementation, the client expanded testing of h-BN to additional thermal-critical components, including coating trials and paste applications.
Implementation and Follow-Up
ACM provided full support during integration:
-
CNC machining based on module drawings
-
Thermal simulations to verify long-term stability
-
Packaging designed for moisture-sensitive logistics
Follow-up phases include trials with thinner sheets and hybrid ceramic stacks for improved space efficiency.
Conclusion
Purity alone doesn’t guarantee performance—especially under real-world thermal cycling. By shifting to high-purity h-BN, the client gained not just higher heat dissipation and electrical reliability, but also production and integration advantages.
Advanced Ceramic Materials delivered more than a material—we delivered a solution engineered for the demands of modern power electronics.
{{item.content}}
LEVE A REPLY
{{item.children[0].content}}
{{item.content}}
LEAVE A REPLY
SUBSCRIBE OUR NEWSLETTER
- Oxide, Sulfide, or Phosphate? A Supplier's Guide to Solid-State Electrolyte Ceramics
- Alumina vs. Zirconia Ceramics: The Engineering Blueprint for Material Selection
- Case Study: Sub-Millimeter Sapphire Tubes for High Voltage Discharge Applications
- Alumina Powder (Al2O3): A Technical Guide to Grades, Properties, and Applications
- Ceramic Machining: Essential Techniques and Processes for Precise Components

 Case Study: Replacing Alumina Tubes with Mg-Stabilized Zirconia to Meet 1850°C Demands
This case study underscores the importance of material selection in high-temperature process safety. ACM's expertise in material solutions and custom-tailored approaches helped the client successfully upgrade to magnesium-stabilized zirconia tubing, ensuring reliable operation at extreme temperatures.
READ MORE >
Case Study: Replacing Alumina Tubes with Mg-Stabilized Zirconia to Meet 1850°C Demands
This case study underscores the importance of material selection in high-temperature process safety. ACM's expertise in material solutions and custom-tailored approaches helped the client successfully upgrade to magnesium-stabilized zirconia tubing, ensuring reliable operation at extreme temperatures.
READ MORE >
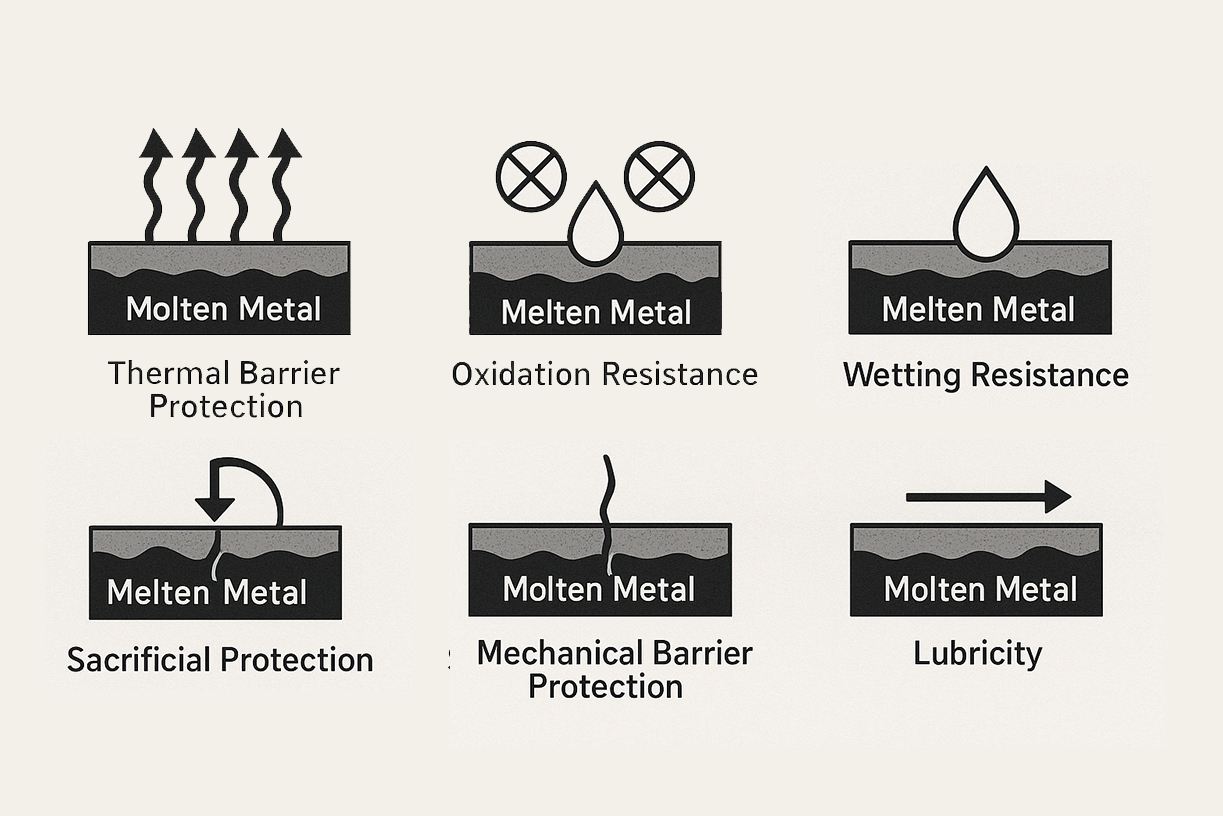 Boron Nitride Coatings: The Solution for Molten Metal Applications
This article explains how boron nitride coatings protect industrial equipment from the harsh effects of molten metals. It covers thermal insulation, oxidation prevention, wetting control, and other key defense mechanisms.
READ MORE >
Boron Nitride Coatings: The Solution for Molten Metal Applications
This article explains how boron nitride coatings protect industrial equipment from the harsh effects of molten metals. It covers thermal insulation, oxidation prevention, wetting control, and other key defense mechanisms.
READ MORE >